

Some of the casting patterns


A pile of rough Everdur silicone bronze castings from Achinback Foundry

I used flapper discs from 40 grit to fine surface prep discs to finish the castings. The fine surface prep disc's left the castings so smooth that only a bit of buffing was required and I did not bother on some.

Facing and drilling eye bolts

Milling the outhaul car

Drilling the mast bands for the goose neck. Beautiful old Swedish geared drill press.


A lot of threading. A good tap and die set is essential. The ones you find in the hardware stores are a very bad joke. I have two old sets of of Greenfield "Little Gaint" Tap and Dies from 1/4" to 1". I highly recommend them. The cutters are adjustable and they have a built in guide so they cut straight down the rod. Here on the mast I wanted to thread a certain grip length and have no extra thread. Normally when your cutting threads there is a tapered entry and the nut will not go on all the way. By flipping the die holder and running the cutter back down the thread I could get a full cut right to my stopping point.

Needed over 50x 316 stainless steel clevis pins. My friend Barry helped me and together we knocked them off in a morning but had I bought them they would ridiculously expensive.
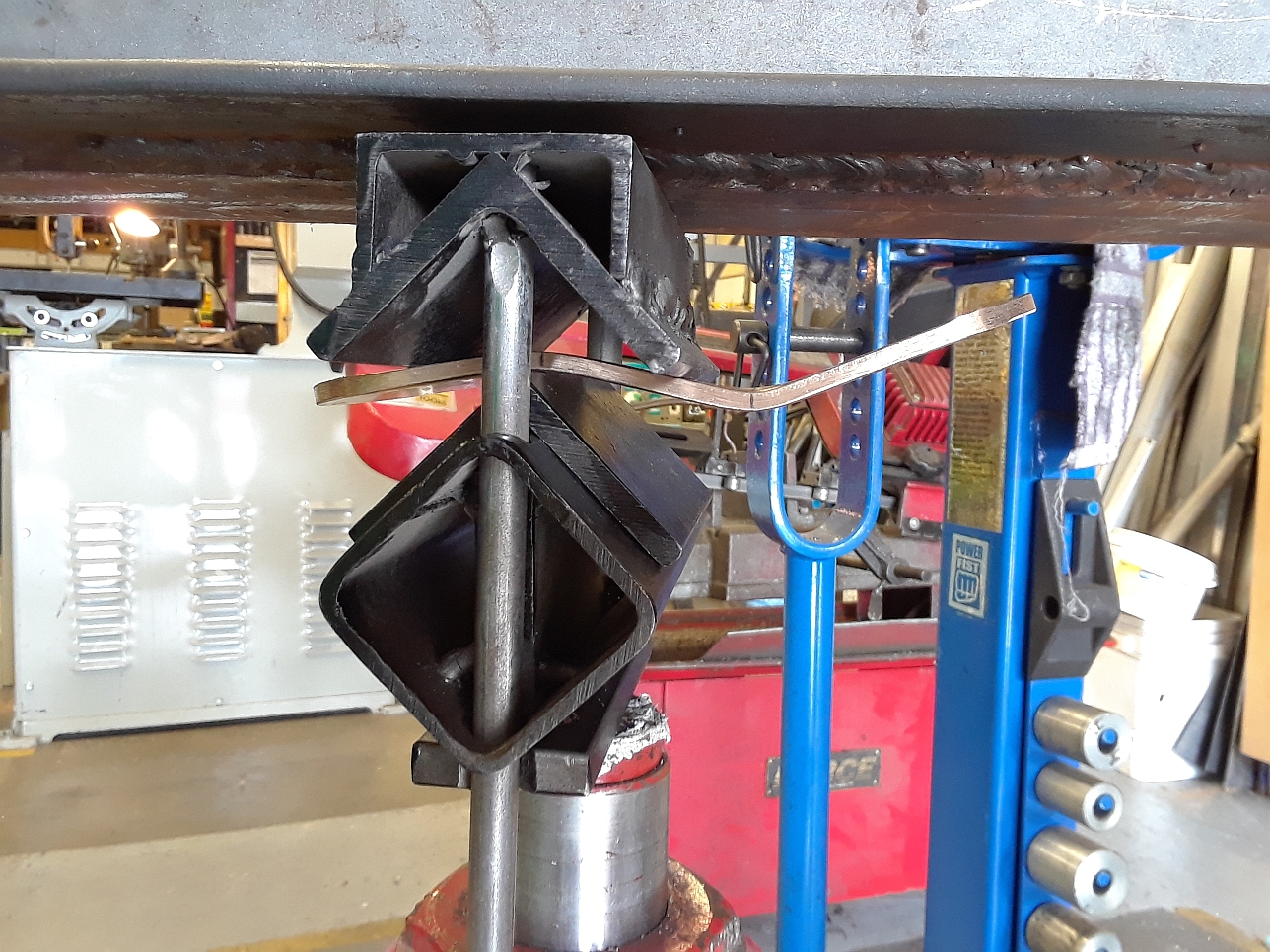
Bending the 3/16" mast tangs in the press.

Rivited the tangs together with 10-24 round head machine screws before drilling the pin holes. That way everything lines up. Cut the tangs out on the bandsaw and quick work with the disc and belt sander had them all made one evening.


Tangs all drilled.

No comments:
Post a Comment